Artcam刻字非常简单,这里呢我们简单的写几个字母,然后看看哪些地方如何设置。
1. 首先我们打开软件,新建一个模型,不是新建工程哦。

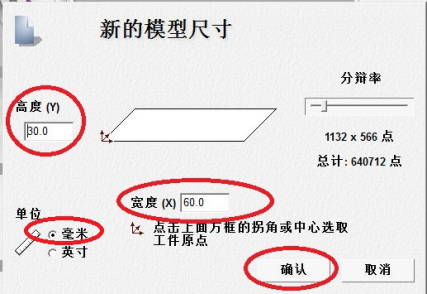
2. 然后输入尺寸,这里呢我们先小一点。分辨率不用管它
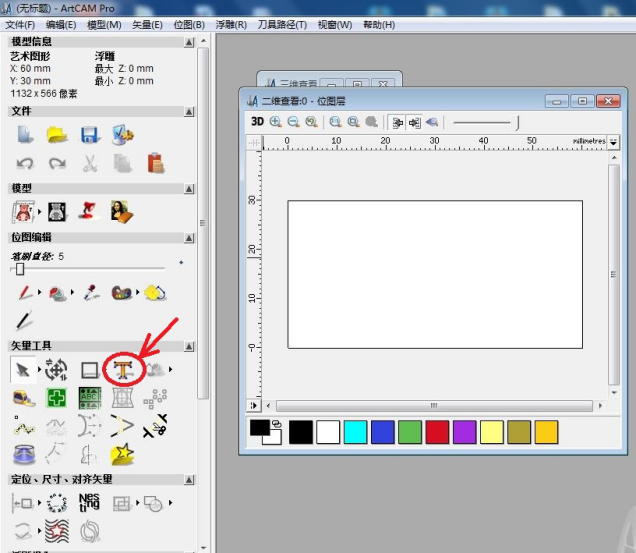
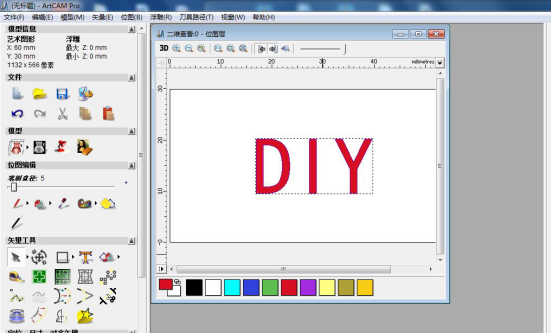
3. 点击T图标,然后在模型上空白的地方写上文字。
4. 输入文字后调整好大小。
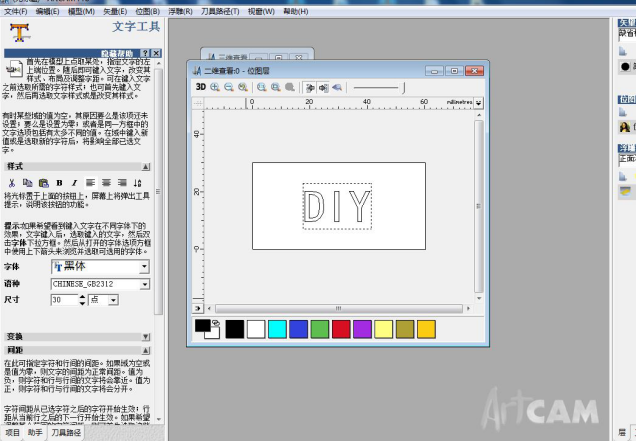
5. 都弄好以后在左边属性栏中点击完成

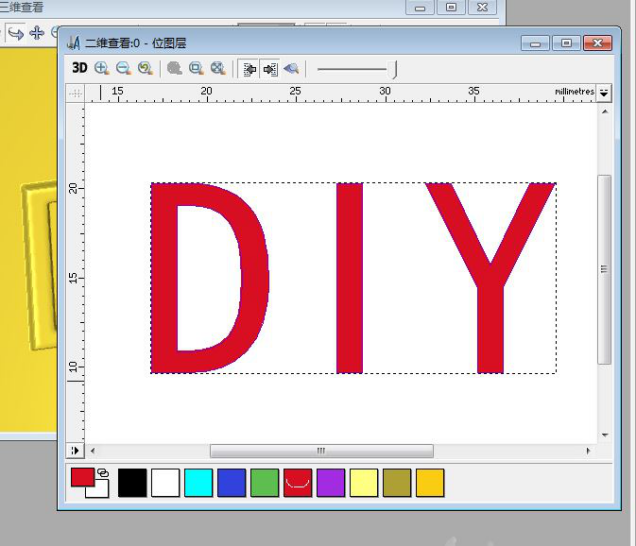
6. 点击完成后我们需要的字体就出来了,然后在点击一下我们刚才输入的文字,使它成选中状态,也就是出现1当中的虚线框。然选个喜欢的颜色,颜色其实无所谓的。
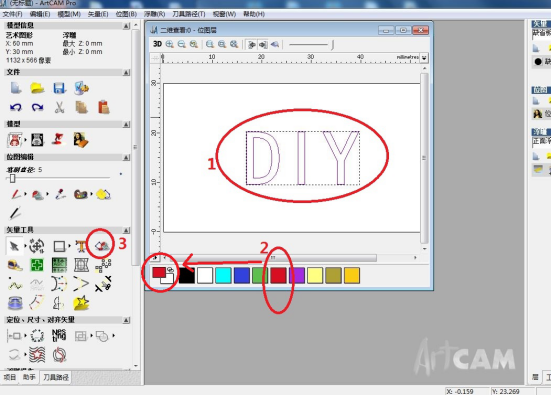
7. 然后再点击3,填充矢量,最后整个文字就变成红色了
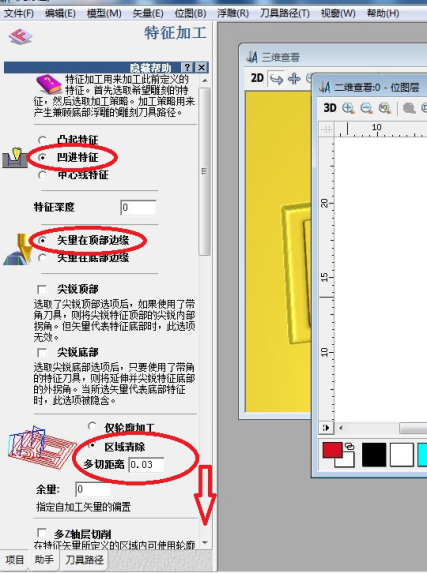
8. 接下来双击文字的红色地方,出现如下对话框。
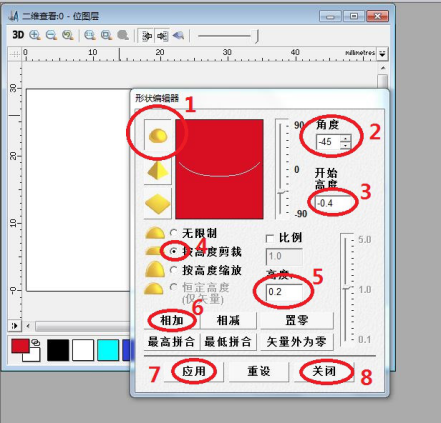
我们来看看如何设置以及代表什么。
①,是我们浮雕的字底部不是平的。让它带点圆弧。
②,输入我们需要圆弧的角度,我们是阴刻,角度设为负数,-45°
③,刚才那个弧度只是一个底,这个底子的开始高度我们可以设置下。如果材料很软的话我们可以下深一点,这里设置也是负数,-0.4吧
④,按高度裁剪
⑤,设置0.2
⑥,点击相加
⑦,点击应用-关闭。
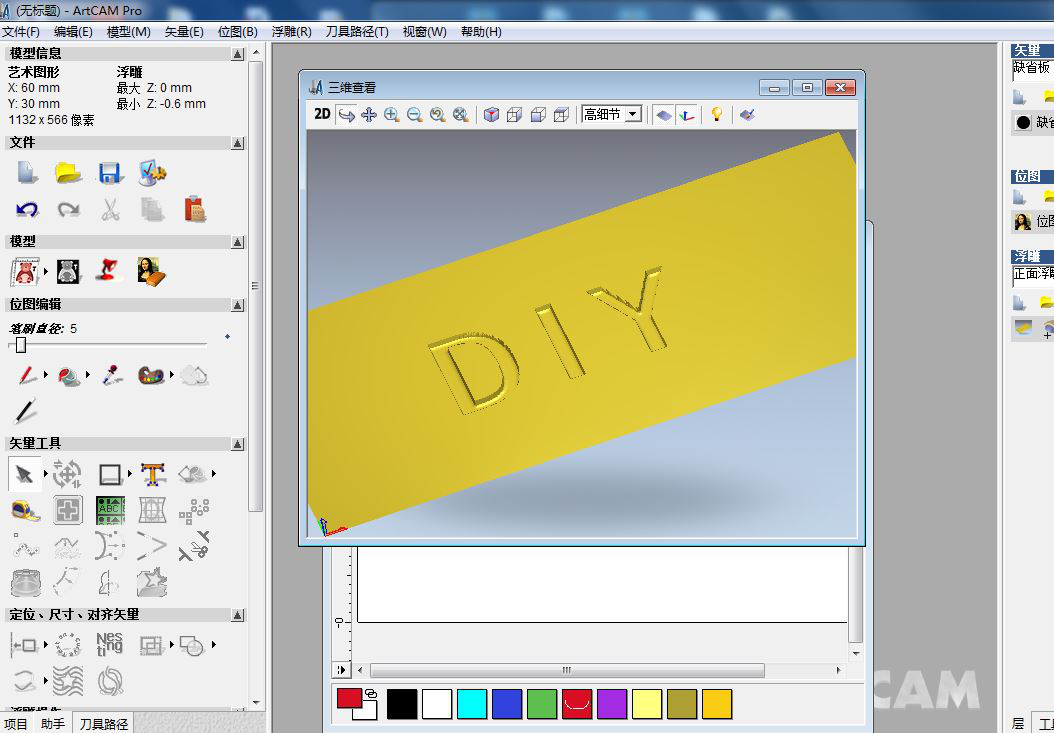
9. 然后再看3D的那个对话框,就可以看到我们的模型了。
10. 现在字体边缘还比较毛糙。我们再给它处理一下,找到左下角一个光顺浮雕的功能。
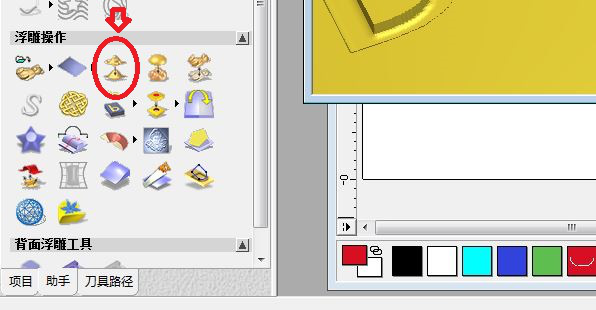
11. 然后按照1,2,3,4点击。

12. 光顺好后还是回到我们的2D状态,点击一下文字边缘,使它出现那个虚线框,也就是程选中状态。
13. 选中后再左下角找到刀具路径,然后点击特征加工


14. 先设置刀具,再设置材料,我们看看刀具设置。刀具设置尤为重要。

15. 我们先把它之前的刀具全部删除了,然后自己增加自己需要的。
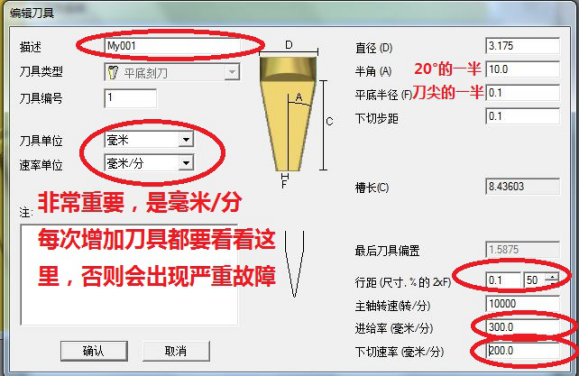
①这里我们看看如何设置,首先自己编写个刀具名称,接下来是刀具单位和速率单位这一项非常重要,每一次增加刀具时都要保证是选择的“毫米/分”
②然后是刀具直径3.175的,半角就是刀具角度的一般。半径就是刀尖的半径。
③行距:加工时两次重叠的量。后面的百分比自动计算的。这个一般设置为刀尖的一半就行,比如刀是0.2的,就设置0.1 说的简单点就是这个百分比越高加工出的效果就越好越光滑,但是速度也越慢。百分比越低效果越差,但是速度越快。
④主轴转速:我们这个不能调速的,随便设置吧。
⑤进给率:加工时的速度,注意看单位(必须是毫米/分)。我们初次先调尽量慢些。
⑥下切速率:Z轴下刀的速度,也要注意单位,然后设置慢些吧。
⑦最后确认,在上一个对话框中选取我们刚设置的刀具。
16. 接下来是材料设置,我们刚才的设置后需要加工的深度是0.6mm,那么材料的厚度设置大于0.6mm就行了,选择Z轴零点在顶部,这样材料随便设多厚都无所谓。
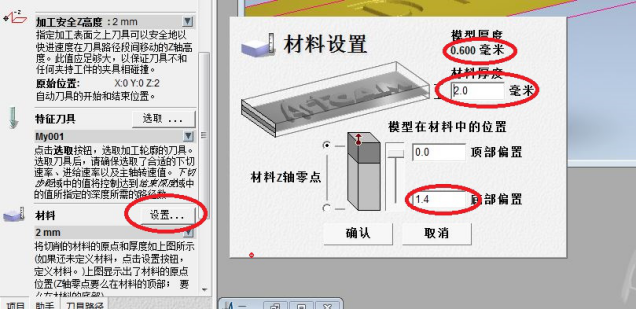
①材料厚度 – 模型厚度 = 底部偏置。
17. 设置好后计算下刀具路径
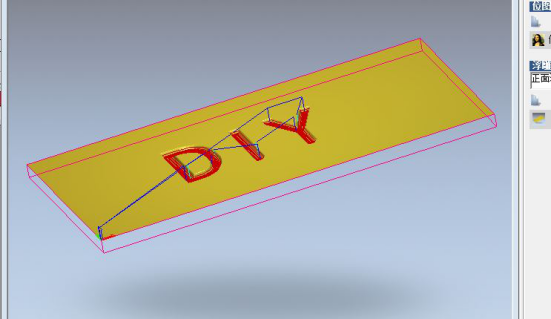
18. 看看,红色框就是我们的材料,蓝色线是刀路,可以看出来文字是凹进红色框中的。
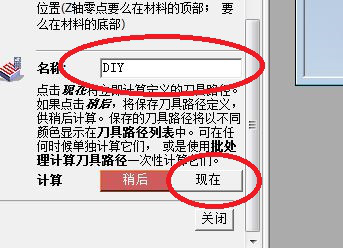
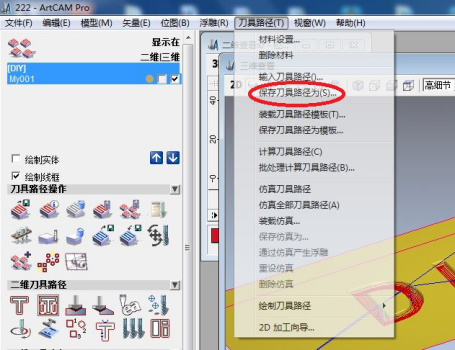
19. 保存下刀具路径

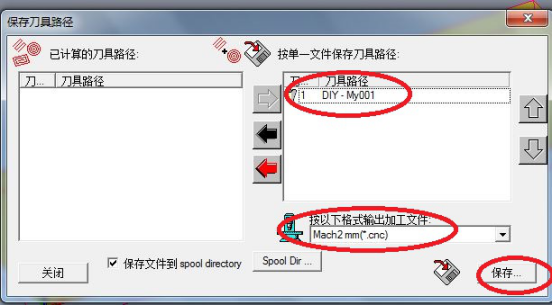
①这里我们使用mach2格式的吧,单位是mm,格式cnc
②最后保存即可。
20. 最后打开GRBL control 连接上机器以后选择文件,打开刚才生成的文件。
